فرایند تولید ورق گالوانیزهآهن و فولاد از زمان پیدایش ، به دلیل راحتی تولید ، دوام و راحتی مونتاژ مصارف گوناگونی دارد. خوردگی مهمترین عامل شکست و تخریب آهن و فولاد می باشد و جلوگیری از آن اهمیت بسیاری دارد. فولاد تمایل زیادی به جذب اکسیژن دارد ، این تمایل باعث خوردگی و ترکیب شیمیایی فولاد با اکسیژن شده و آن را از بین می برد. گالوانیزاسیون به روش غوطه وری گرم به صورت مداوم یک روش پوشش دهی فلز به وسیله روی مذاب می باشد که در آن کلاف های ورودی نورد سرد در ابتدای خط گالوانیزه به یکدیگر جوش خورده و به صورت یک نوار پیوسته شارژ می شود. در قسمت شستشو ، سطح ورق توسط چربی زدایی با مواد قلیایی ، برس زنی و شستشو با آب گرم تمیز شده و سپس به وسیله هوای فشرده داغ ، خشک می شود. سپس کلاف تمیز شده ، توسط کوره آنیل ، طی سه مرحله پیشگرم ، گرم کردن و همدمایی، متناسب با کاربرد محصول ، آنیل شده تا برای ورود به حمام مذاب روی آماده شود. در وان روی ، بین آهن و روی ، پیلی الکتروشیمیایی تشکیل می شود که در آن روی به جای آهن به عنوان آند و آهن به عنوان کاتد به کار می رود. روی در آند اکسید می شود ، چون فلزی پست تر یا فعالتر از آهن است و دارای پتانسیل احیای کمتر و پتانسیل اکسید بیشتری از آهن می باشد و با این کار مانع از خورده شدن آهن می شود .با خروج از حمام مذاب روی ، لایه نازکی از فلز روی بر هر دو سطح ورق می نشیند که ضخامت آن بلافاصله پس از خروج توسط جت هوا تنطیم می شود. دمای ورق روی اندودشده توسط برج خنک کننده ، کاهش می یابد و سپس با ورود به وان آب مقطر به دمای محیط می رسد. ضخامت پوشش ورق توسط دستگاه ضخامت سنج (X RAY) ، تعیین می گردد. سپس جهت صاف شدن ورقها و اصلاح انحنای احتمالی کناره های ورق , و حذف موج ، آن را از دستگاه تسطیح ورق ( Tension leveler) عبور می دهند. به منظور جلوگیری از شوره زدن ورق گالوانیزه حین نگهداری در انبار، عملیات کروماته روی آن انجام می شود. برای این کار ورق ها را از محلولی حاوی کروم (cr) عبور داده تا لایه نازکی از آن روی سطح ورق نشانده شود. برای تداوم عملیات پوشش بر روی سطح ورق ، در هر دو قسمت ورودی و خروجی خط ، برج ذخیره کننده ورق در نظر گرفته شده است. در پایان پس از برش ورق ها، کلاف های گالوانیزه با وزن های مورد نظر ، بسته بندی شده و به بازار عرضه می گردد. 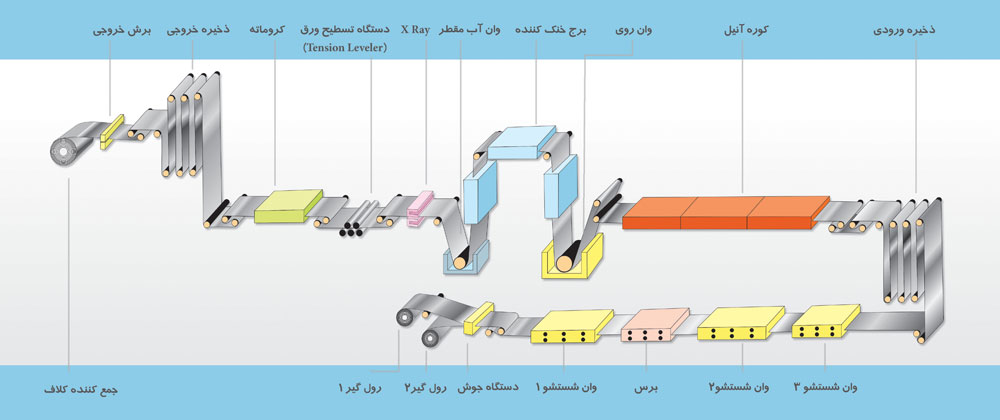
|